Ultrasoon lassen van metalen
Werkingsprincipe
De werkstukken worden samengehouden door een vrij lage statische kracht. De tip van de sonotrode staat in rechtstreeks contact met één van de te lassen stukken. Het andere werkstuk is vastgemaakt aan het aambeeld zodat dit niet kan bewegen tijdens het lassen.
Ultrasone vibraties
Het systeem stuurt kleine, lineaire, cyclische bewegingen naar de tip van de sonotrode (Figuur 1), de zogenaamde ultrasone vibraties. Deze vibraties zorgen ervoor dat het gekarteld patroon van de sonotrode in het bovenste werkstuk wordt gedreven, waardoor de ultrasone energie effectief kan overgedragen worden naar de lasinterface. Bijgevolg zullen de sonotrode en het bovenste werkstuk met dezelfde fase en amplitude vibreren. Door deze vibraties ontstaat er wrijvingswarmte tussen de te lassen materialen. Dit zorgt ervoor dat de materialen plastisch worden, waardoor de bovenste component zich eenvoudig kan binden met de onderste component. Om deze reden ontstaat een verbinding op de plaats waar de tip van de sonotrode aangrijpt.
Bij metalen bestaat het proces in het algemeen uit 2 fasen: eerst worden de oxidelagen van de metaaloppervlakken verwijderd zodat er direct contact verkregen wordt tussen de metalen delen, vervolgens kunnen de atomen zich binden in de contactzone. Ultrasoonlassen kan uitgevoerd worden op een grote verscheidenheid aan metalen en kunststoffen, inclusief ongelijksoortige metaalcombinaties of gecoate materialen (zie Figuur 2).
|
Figuur 1: Werkingsprincipe van ultrasoon lassen (Bron: Alpha bvba) |
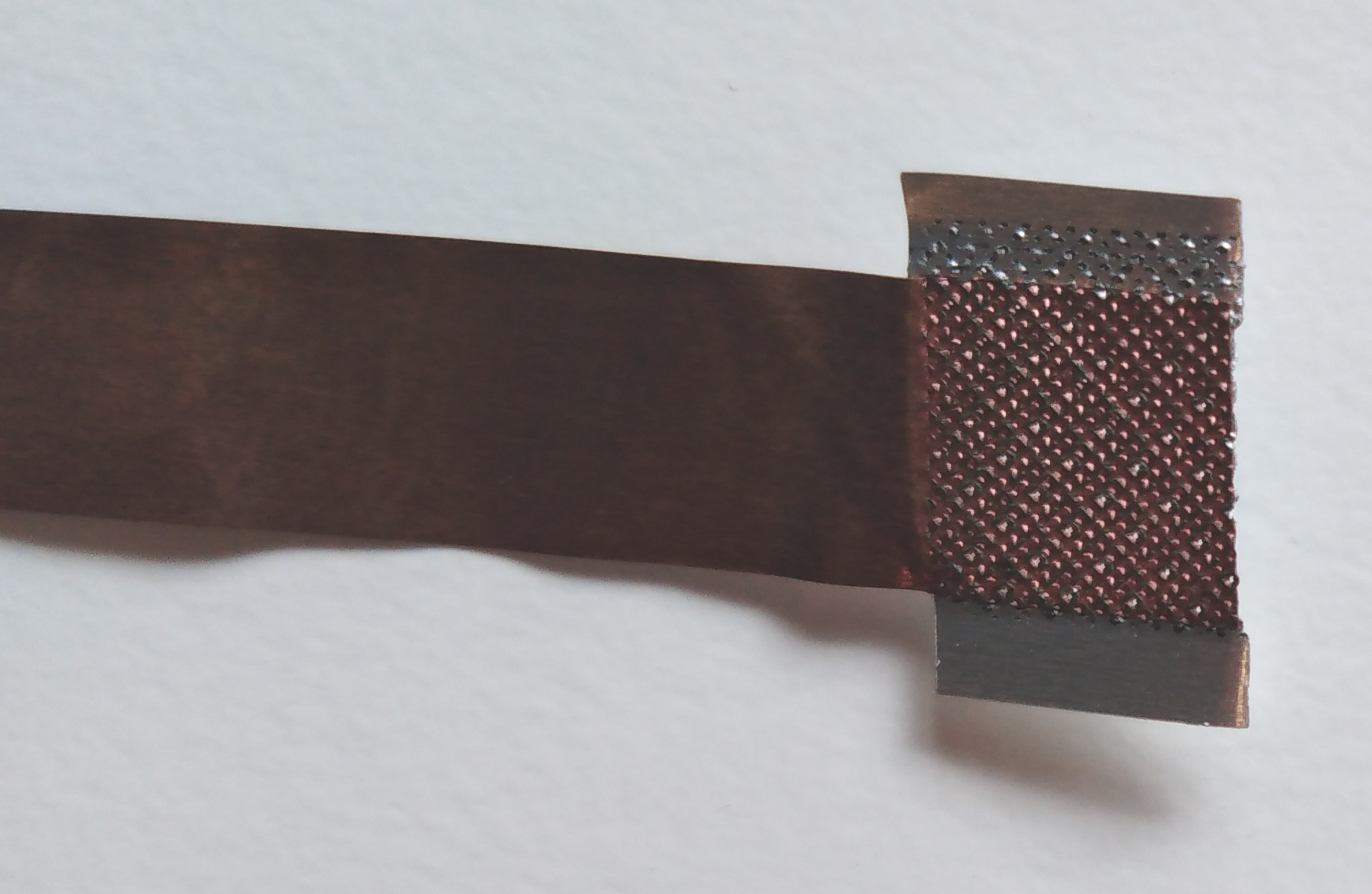
Figuur 2: Ultrasoon las van koper aan zilver-gecoat koper (Bron: Alpha bvba) |


Metalen
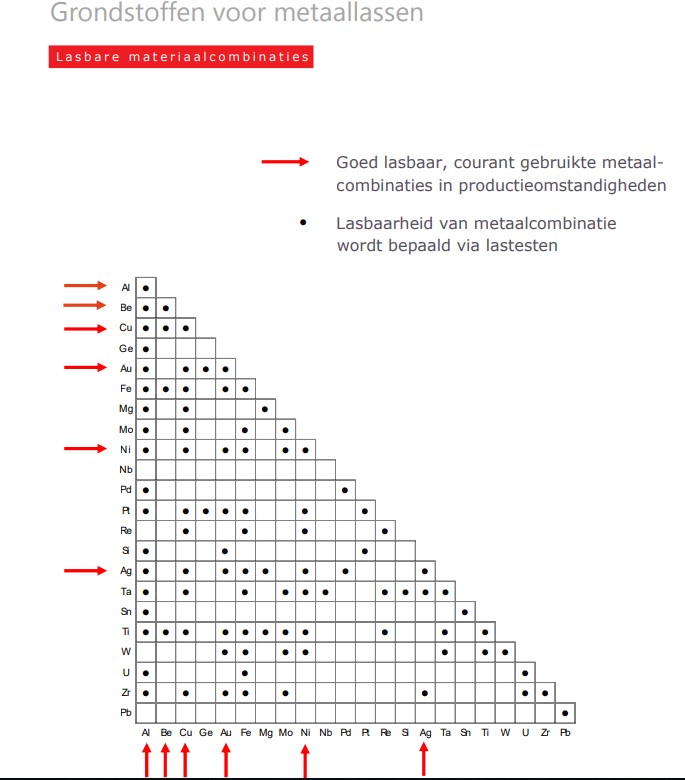
Vele metalen kunnen via ultrasoon lassen met elkaar verbonden worden. Mogelijke materiaalcombinaties worden getoond in de lasbaarheidstabel (zie Figuur 3). De materialen mogen niet te dik zijn en ultrasoon lassen is het meest geschikt voor zachte metalen, zoals non-ferro materialen en hun legeringen, of materialen gecoat met koper, goud, zilver of nikkel.
|
Figuur 3: Lasbare materiaalcombinaties met ultrasoon lassen (Bron: Alpha bvba) |
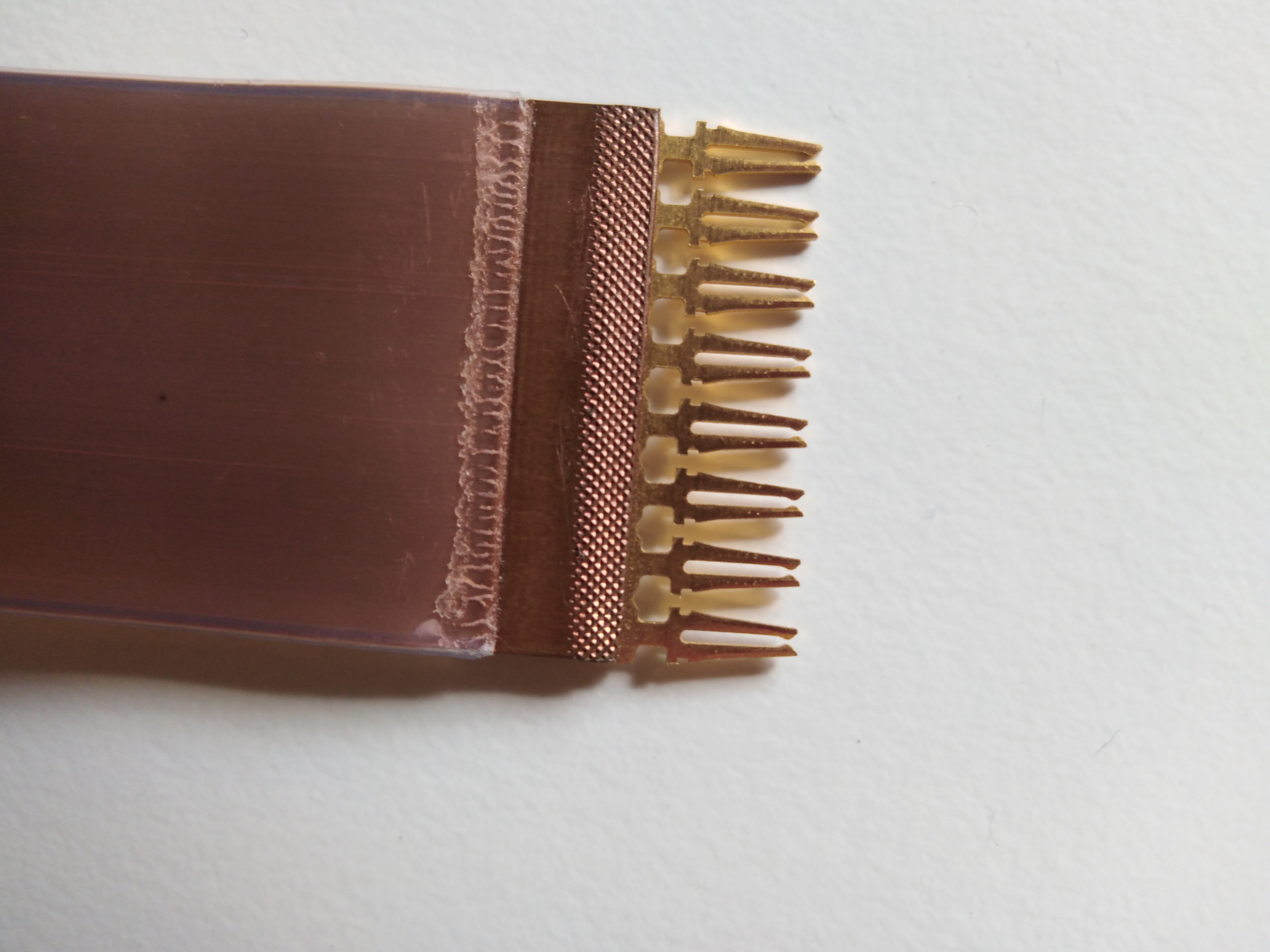
Figuur 4: ultrasoon lassen van elektronica-toepassingen: koper aan Au-gecoat koper (Bron: Alpha bvba) |
Opbouw ultrasoonlasapparaat
Een ultrasoon lasapparaat bestaat uit volgende onderdelen:
- Een pers houdt tijdens het lassen de beide onderdelen samen met een bepaalde kracht.
- Een aambeeld waarop de onderdelen worden geplaatst. De vorm van het aambeeld is zo dat de trillingen naar de laszone worden gebracht.
- Een trillingsbron bestaat uit een piëzo-elektrische transducer, een versterker en een sonotrode. De sonotrode brengt de trillingen over naar het werkstuk (Figuur 5).
- Een hoogfrequente wisselstroombron. De frequentie komt overeen met de lasfrequentie; 20, 30, 35 of 40 kHz.
- Een systeem voor de positionering of aanvoer van de stukken.
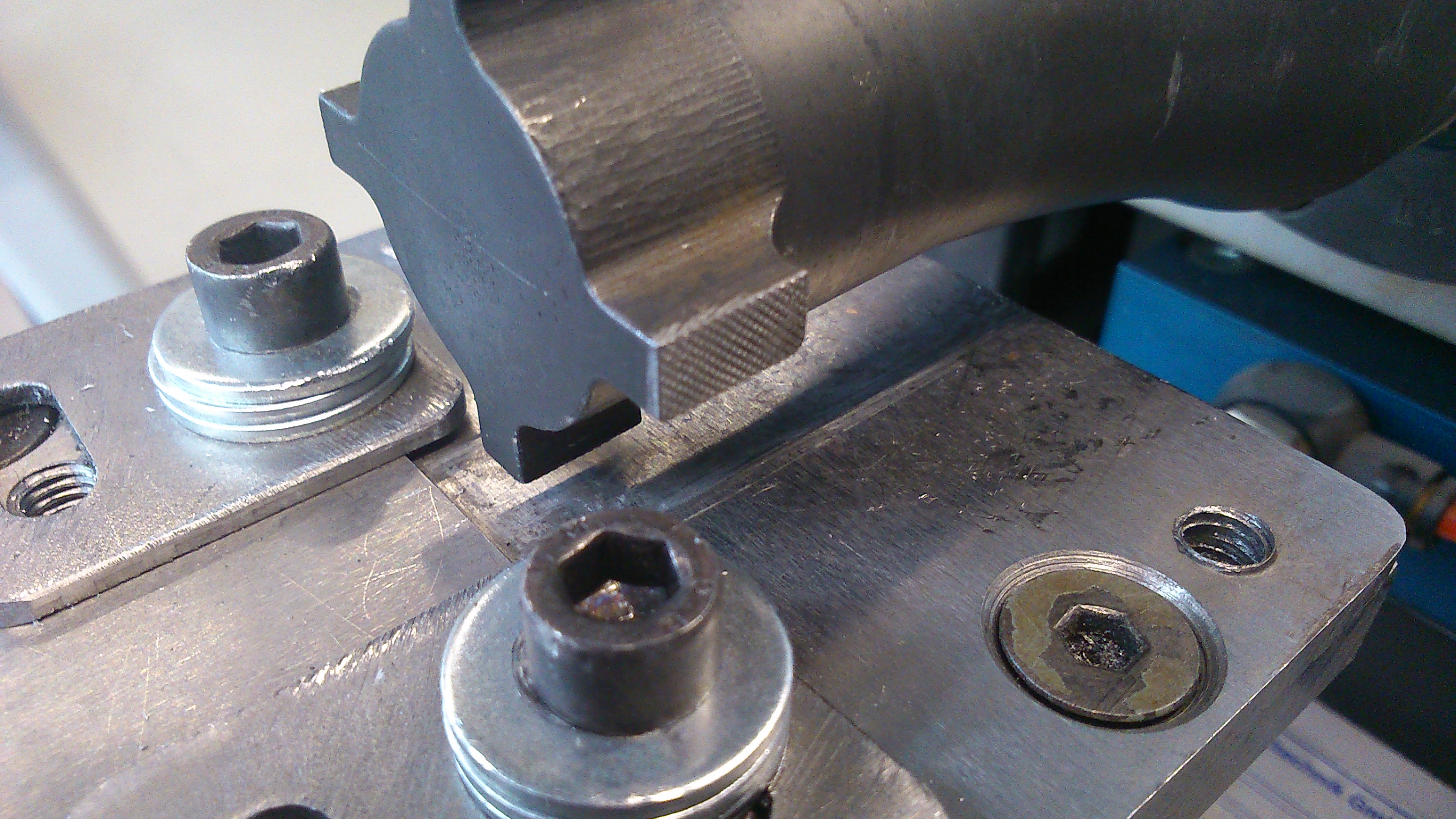
Figuur 5: Sonotrode bij het ultrasoon puntlassen (Bron: Belgisch Instituut voor Lastechniek)
Standaard werkt het proces longitudinaal. De wrijving gebeurt hierbij lineair. Er bestaan andere varianten van het proces waarbij de wrijving axiaal of radiaal wordt toegepast. Hierbij is het mogelijk te lassen met minder vibraties of met een zeer hoog vermogen in het centerpunt.
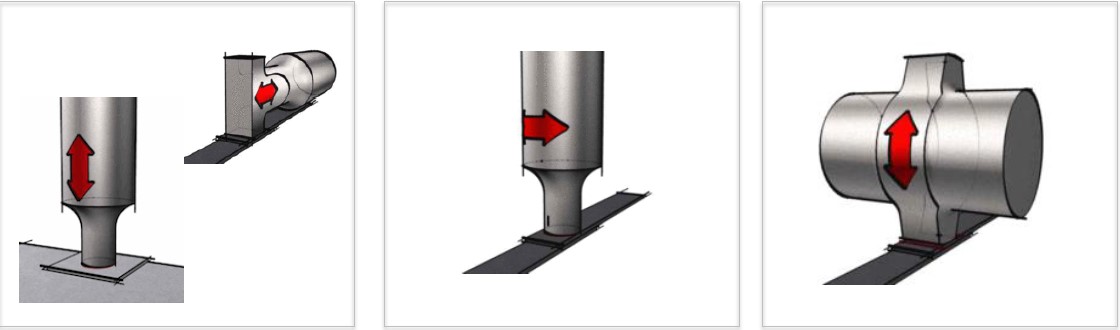
Figuur 6: Longitudinaal en torsionaal ultrasoon lassen (Bron: Alpha bvba)
Voordelen:
- economisch interessant proces,
- geschikt voor moeilijk lasbare metalen of ongelijksoortige verbindingen,
- snel proces, nadrukken is niet nodig,
- de smelttemperatuur van het materiaal wordt niet bereikt, er kan dus gelast worden met een beperkte warmte-inbreng,
- de materialen naast de las worden niet aangetast vanwege de lage warmte-inbreng,
- de lasparameters voor kwaliteitscontrole zijn beschikbaar dankzij software,
- ook kleine of dunne stukken kunnen gelast worden,
- geschikt voor automatisatie
- ecologisch proces: geen dampen, lasrook of toevoegmaterialen,
- hoge sterkte van de las.
Figuur 7: Ultrasoon lassen een koper aan aluminium folie (Bron: Alpha bvba)
Beperkingen:
- Enkel voor zachte metalen.
- Gehoorbescherming in de werkplaats is verplicht. De gebruikte frequenties liggen boven de door de mens waarneembare frequenties. Echter kunnen accidenteel subharmonische trillingen ontstaan die een vervelend geluid doen ontstaan. Indien gelast wordt in het gebied van 15 tot 20 kHZ (wel nog hoorbaar) kan gehoorschade ontstaan.
- Door het wrijven en drukken heeft de las een typisch uiterlijk met ribbels.
- Enkel voor overlap verbindingen.
- De te lassen dikte is afhankelijk van het materiaal. Het is echter wel mogelijk om dunne op dikke materialen te lassen (zie Figuur 8).
Toepassingen
Er zijn al heel veel toepassingen waar men ultrasoon lassen terugvindt; in de verpakkingsindustrie, elektronica, automobielindustrie, medische toepassingen of ruimtevaartindustrie. Voorbeelden van toepassingen zijn koper-nikkel verbindingen voor batterijen, kabels, busbars of verbindingen van connectoren. Een interessante toepassing is het lassen van verpakkingen van explosieve of brandbare stoffen terwijl het product reeds in de verpakking aanwezig is.
Ultrasoonlassen kan gebruikt worden om elektrische kabels te verbinden. Mogelijke materiaalcombinaties zijn hierbij koper aan koper, maar ook aluminium aan aluminium of koper aan aluminium is mogelijk. Een variant is het compacteren van de kabels om zo het gebruik van kabelschoenen overbodig te maken.
|
Figuur 8: Ultrasoon lasverbinding van 50 mm2 tussen aluminium en koper (Bron: Alpha bvba) |
Figuur 9: Ultrasoon lassen van een aluminium batterijdeksel aan een koperen stroomgeleider (Bron: Telsonic) |


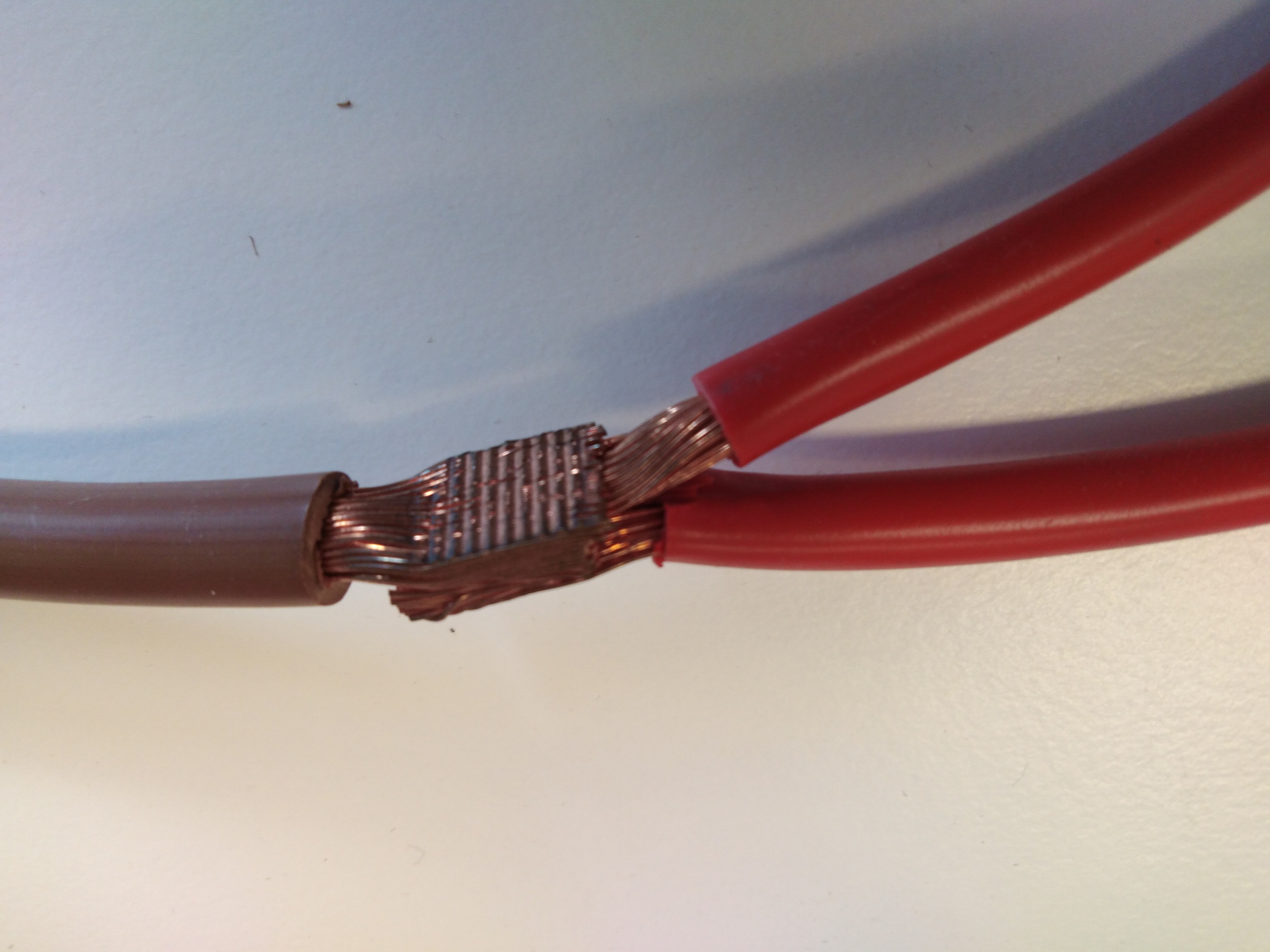

Figuur 10: Ultrasoon lassen van koperen kabels (Bron: Alpha bvba) en het compacteren van koperen kabels (Bron: Telsonic)
Ongelijksoortige materialen
Ook voor het verbinden van ongelijksoortige materialen is het proces geschikt; bv. het lassen van aluminium aan koper, aluminium aan staal, of kunststof aan metaal. De ultrasoon lastechnologie wordt daarnaast ook gebruikt voor het lassen van kunststoffen, of voor het reinigen, snijden/ponsen of zeven.

Figuur 11: Lassen van een koperfolie (30 µm) aan een nikkel-gecoate koperen busbar voor een batterijcel (Bron: Alpha bvba)
dr. ir. Koen Faes
