Ultrasonic welding of metals
Working principle
The workpieces are held together by a relatively low static force. The tip of the sonotrode is in direct contact with one of the pieces to be welded. The other workpiece is attached to the anvil so that it cannot move during welding.
Ultrasonic vibrations
The system sends small, linear, cyclic movements to the tip of the sonotrode (Figure 1), the so-called ultrasonic vibrations. These vibrations ensure that the jagged pattern of the sonotrode is driven into the upper workpiece, allowing the ultrasound energy to be effectively transferred to the welding interface. As a result, the sonotrode and upper workpiece will vibrate with the same phase and amplitude. These vibrations create friction heat between the materials to be welded. This ensures that the materials become plastic, allowing the upper component to bond easily with the lower component. For this reason, a connection is created at the point where the tip of the sonotrode engages.
For metals, the process generally consists of 2 phases: First, the oxide layers are removed from the metal surfaces so that direct contact is obtained between the metal parts, then the atoms can bond in the contact area. Ultrasonic welding can be performed on a wide variety of metals and plastics, including dissimilar metal combinations or coated materials (see Figure 2).
|
Figure 1: Working principle of ultrasonic welding (Source: Alpha bvba) |
Figure 2: Ultrasonic welding of copper to silver-coated copper (Source: Alpha bvba) |


Metals
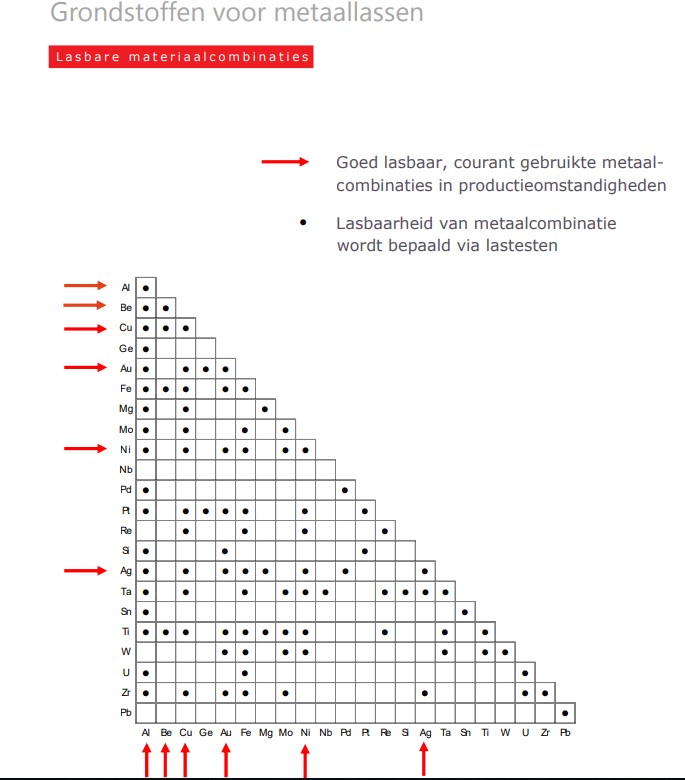
Many metals can be joined by ultrasonic welding. Possible material combinations are shown in the weldability table (see Figure 3). The materials must not be too thick and ultrasonic welding is best suited for soft metals, such as non-ferrous materials and their alloys, or materials coated with copper, gold, silver or nickel.
|
Figure 3: Weldable material combinations with ultrasonic welding (Source: Alpha bvba) |
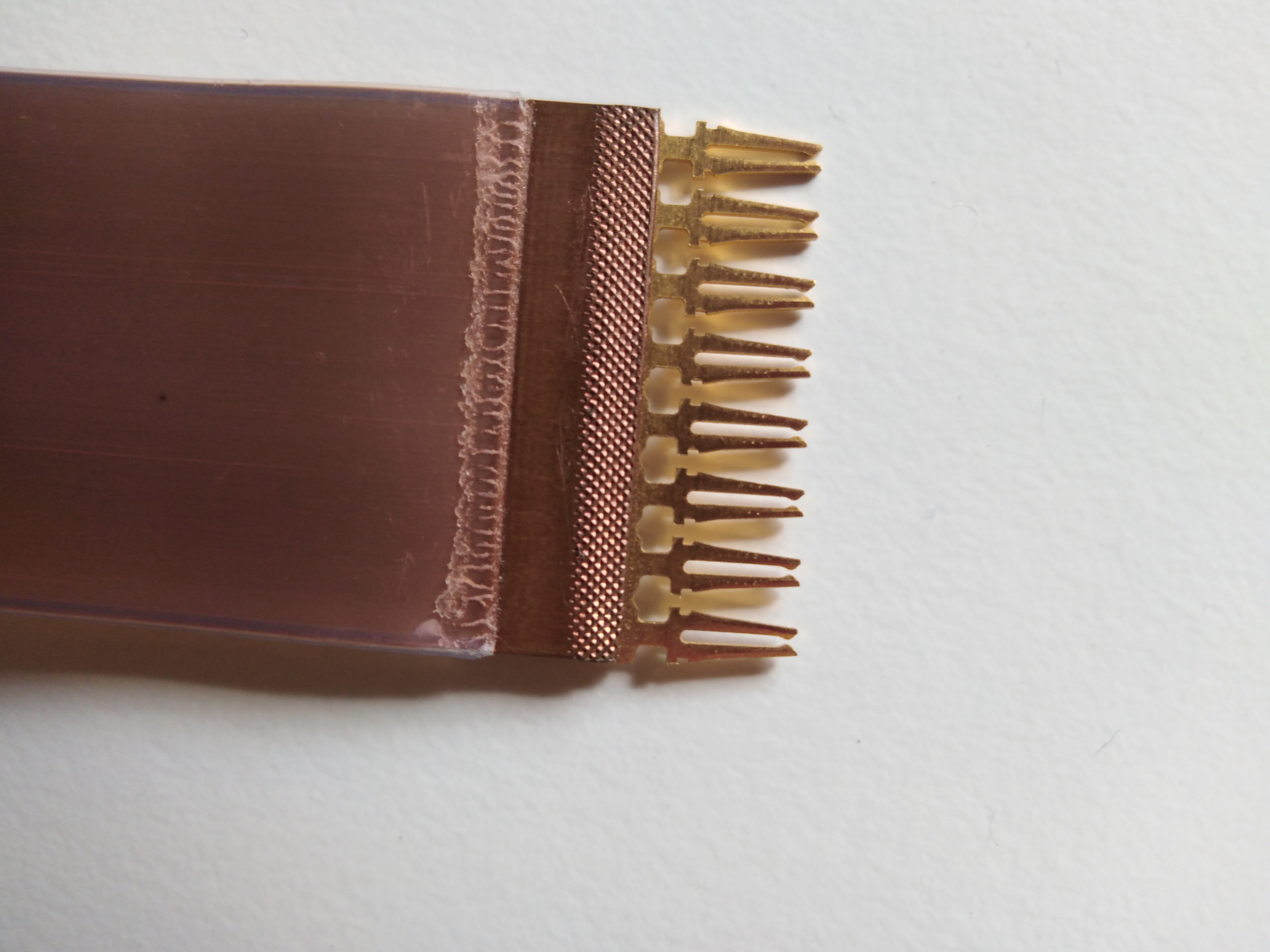
Figure 4: Ultrasonic welding of electronic applications: copper to Au-coated copper (Source: Alpha bvba) |
Welding equipment
An ultrasonic welding machine consists of the following components:
- a press keeps both parts together with a certain force during welding.
- an anvil on which the components are placed. The shape of the anvil is such that the vibrations are brought to the weld area.
- a vibration source consists of a piezoelectric transducer, an amplifier and a sonotrode. The sonotride transmits the vibrations to the workpiece (Figure 5).
- a high frequency AC source. The frequency corresponds to the welding frequency; 20, 30, 35 or 40 kHz.
- a system for positioning or feeding the pieces.
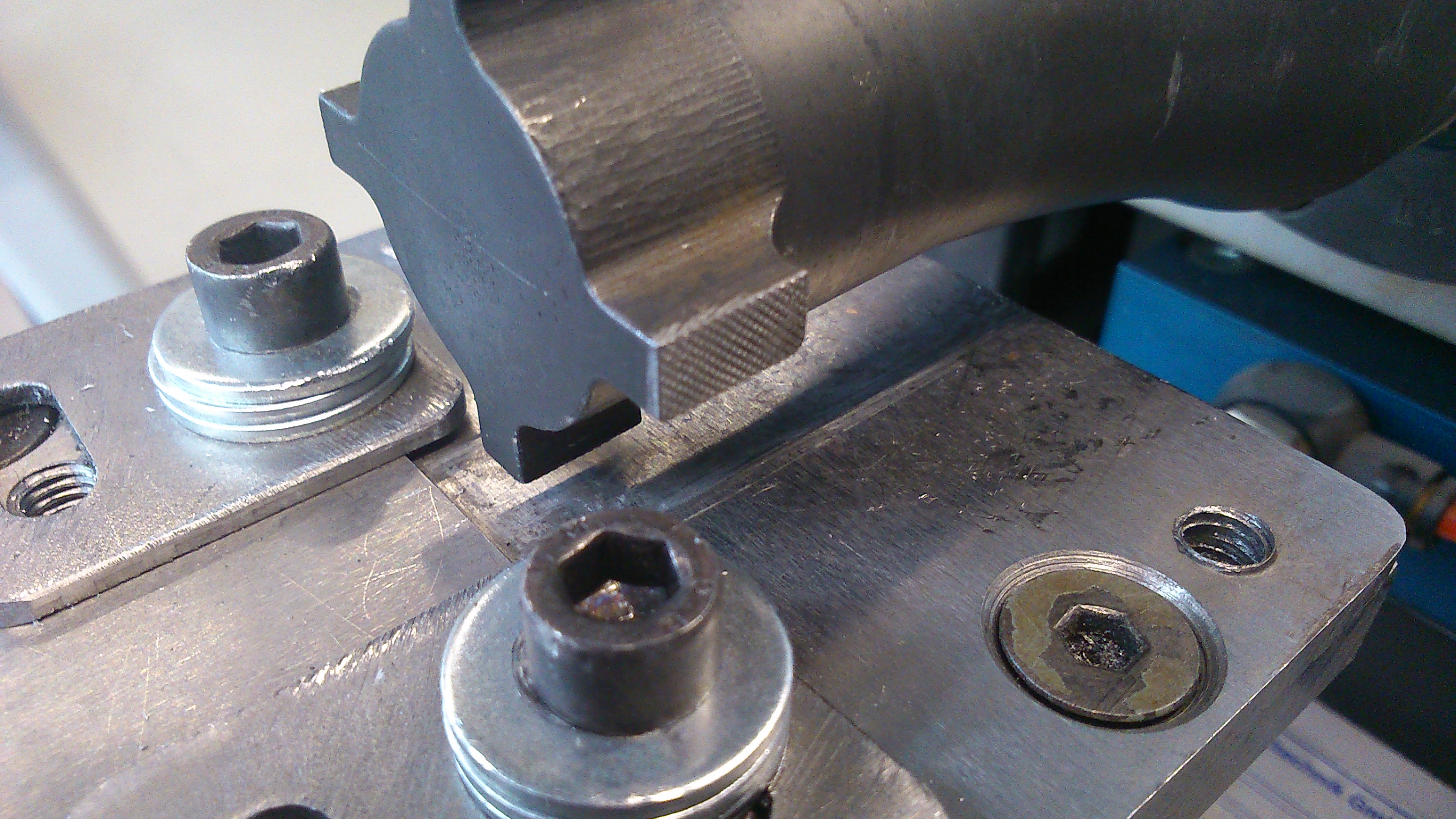
Figure 5: Sonotrode for ultrasonic welding (Source: Belgisch Instituut voor Lastechniek)
By default, the process operates longitudinal. The friction is linear. There are other variants of the process where the friction is applied axially or radially. In this case, it is possible to weld with less vibrations or with very high power in the center point.
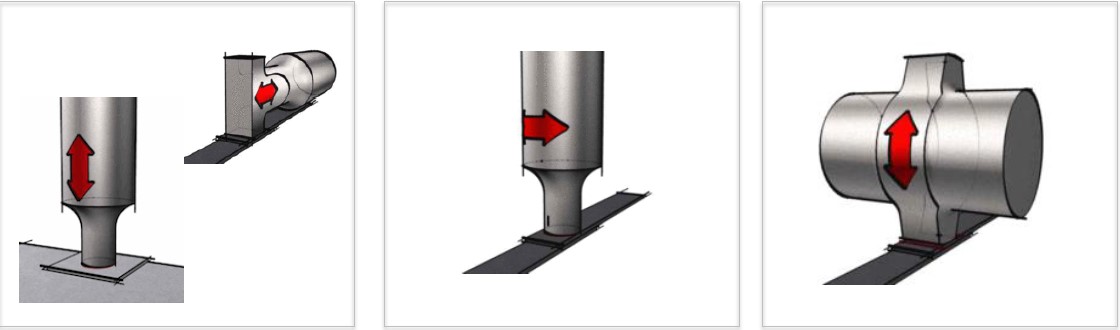
Figure 6: Longitudinal and torsional ultrasonic welding (Source: Alpha bvba)
The benefits of the process are:
- economically interesting process,
- suitable for difficult weldable metals or dissimilar materials,
- fast process,
- the melting temperature of the material is not reached, so it can be welded with a limited amount of heat input,
- the materials next to the weld are not affected by the low heat input,
- the welding parameters for quality control are available through software,
- small or thin workpieces can also be welded,
- suitable for automation
- ecological process: no fumes, welding smoke or filler materials,
- high strength of the weld.
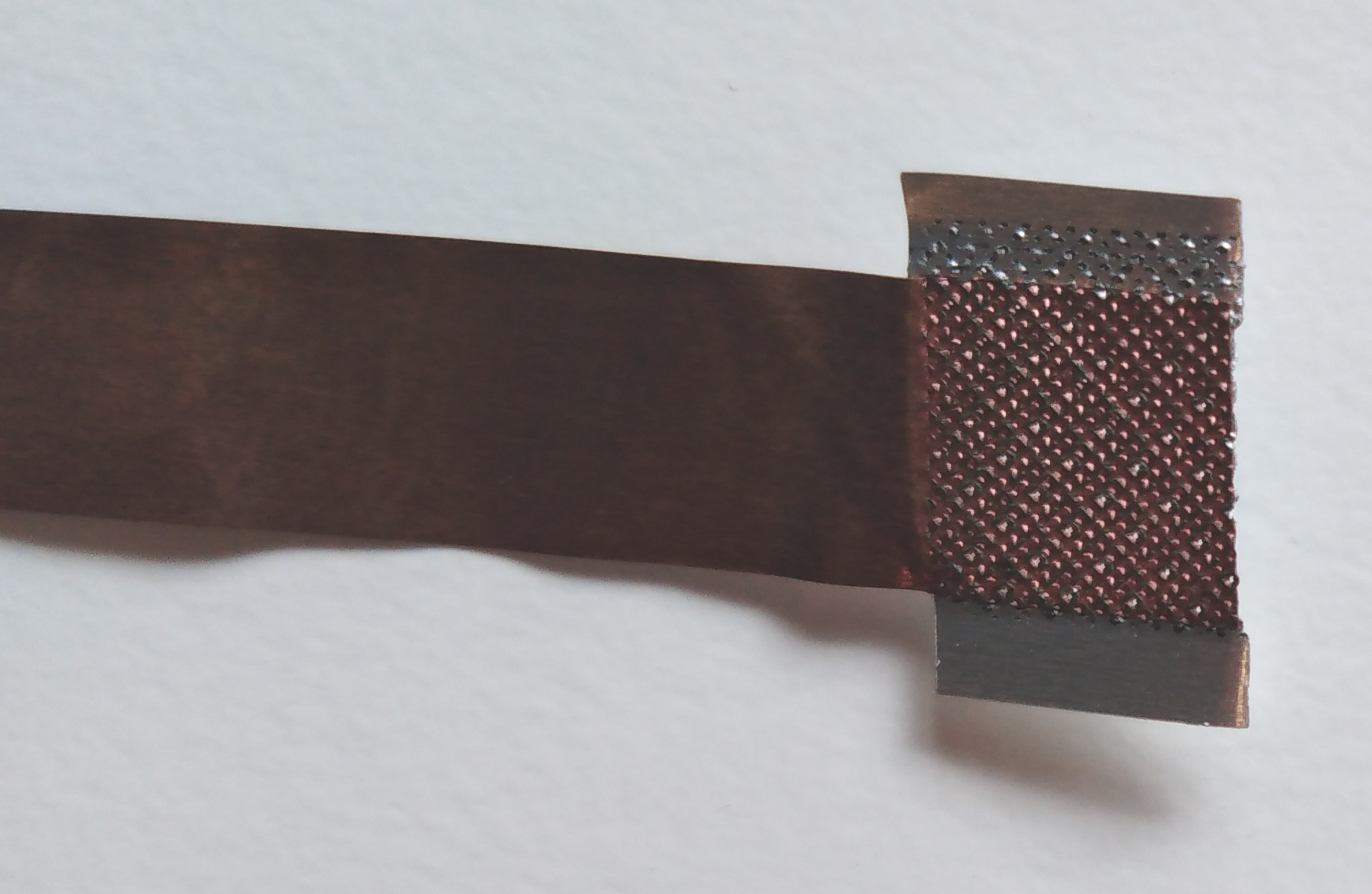
Figure 7: Ultrasonic welding of a copper to an aluminium foil (Source: Alpha bvba)
Limitations:
- For soft metals only.
- Hearing protection in the workshop is mandatory. The frequencies used are above the human-perceived frequencies. However, accidental subharmonic vibrations can occur that cause a nuisance sound. If welded in the 15 to 20 kHz range (still audible), hearing damage may occur.
- The weld has a typical appearance with ribs, due to the rubbing and pressing.
- Only for overlap connections.
- the thickness to be welded depends on the material. However, it is possible to weld thin on thick materials (see Figure 8).
Applications
There are already many applications where ultrasonic welding can be found; in the packaging industry, electronics, automotive, medical or aerospace industries. Examples of applications are copper-nickel connections for batteries, cables, busbars or connectors. An interesting application is the welding of explosive or combustible products while the product is already in the packaging.
|
Figure 8: Ultrasonic weld of 50 mm2 of aluminium to copper (Source: Alpha bvba) |
Figure 9: Ultrasonic welding of an aluminium battery cover to a copper conductor (Source: Telsonic) |


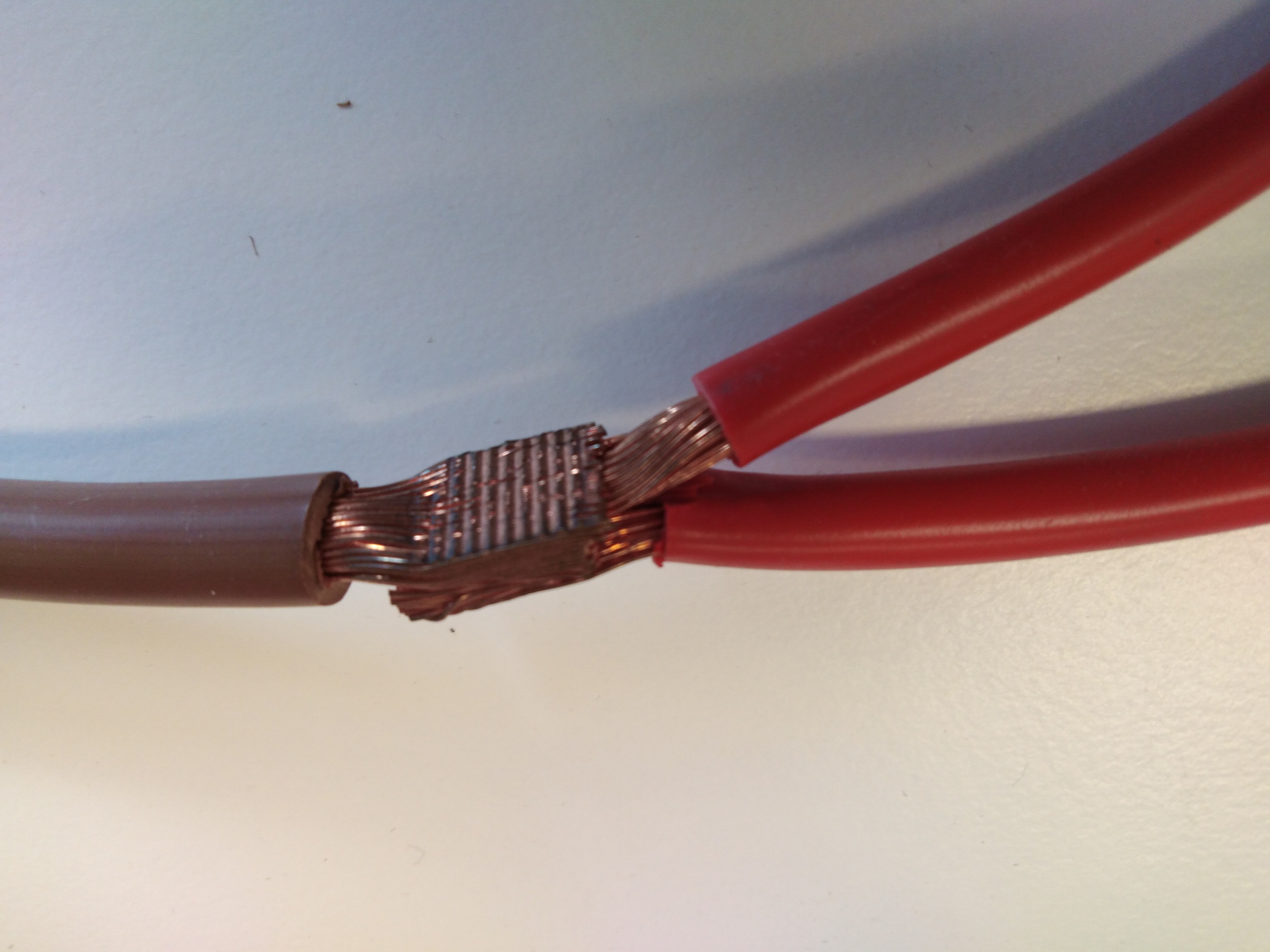

Figure 10: Ultrasonic welding of copper cables (Source: Alpha bvba) and cable compacting (Source: Telsonic)
Dissimilar materials
The process is also suitable for joining dissimilar materials, e.g. welding aluminium to copper, aluminium to steel, or plastic to metal. The ultrasonic welding technology is also used for welding plastics, cleaning, cutting/punching or sieving.

Figure 11: Welding a copper foil (30 µm) to a nickel-coated copper busbar for a battery cell (Source: Alpha bvba)
dr. ir. Koen Faes
