Soudage par ultrasons de métaux
Principe de fonctionnement
Les pièces sont maintenues ensemble par une force statique assez faible. La pointe de la sonotrode est en contact direct avec une des pièces à souder. L’autre pièce est fixée à l’enclume et une peut ainsi pas bouger pendant le soudage.
Vibrations ultrasoniques
Le système envoie de petits mouvements cycliques, linéaires vers la pointe de la sonotrode, les vibrations ultrasoniques. Sous l’effet de ces vibrations, le bout cannelé de la sonotrode
est poussé dans la pièce supérieure. L’énergie ultrasonique peut ainsi réellement être transférée vers l’interface de soudage. Par conséquent, la sonotrode et la pièce supérieure vibrent selon la même phase et la même amplitude. Ces vibrations génèrent une chaleur de friction entre les matériaux à souder. Celle-ci fait en sorte que les matériaux deviennent plastiques. Le composant supérieur peut ainsi se lier simplement au composant inférieur. C’est pourquoi un assemblage apparaît à l’endroit où la pointe de la sonotrode agit.
Métaux
Dans le cas des métaux, le processus englobe généralement 2 phases: on élimine d’abord les couches d’oxyde des surfaces de métal afin d’obtenir un contact direct entre les parties en
métal et ensuite, les atomes peuvent se lier dans la zone de contact. Le soudage par ultrasons peut être exécuté sur une grande diversité de métaux et de plastiques, y compris des combinaisons
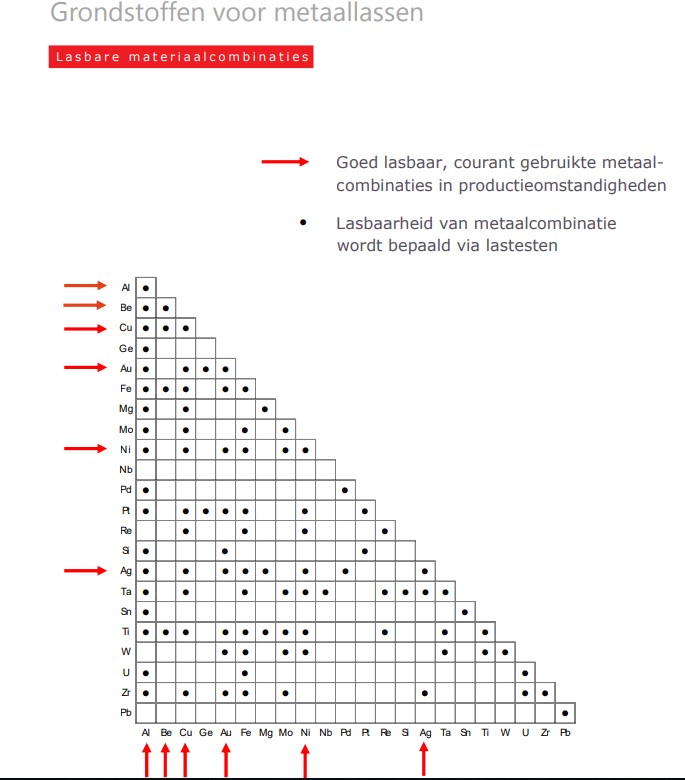
de métaux dissemblables ou des matériaux revêtus. De nombreux métaux peuvent être assemblés via le soudage par ultrasons (Figure 3). Des combinaisons de matériaux possibles sont
présentées dans le tableau de soudabilité. Les matériaux ne peuvent pas être trop épais et le soudage par ultrasons convient le mieux pour les métaux tendres, comme les matériaux nonferreux
et leurs alliages, ou les matériaux revêtus de cuivre, d’or, d’argent ou de nickel.
|
Figure 1: Principe de fonctionnement du soudage par ultrasons (Source: Alpha bvba) |
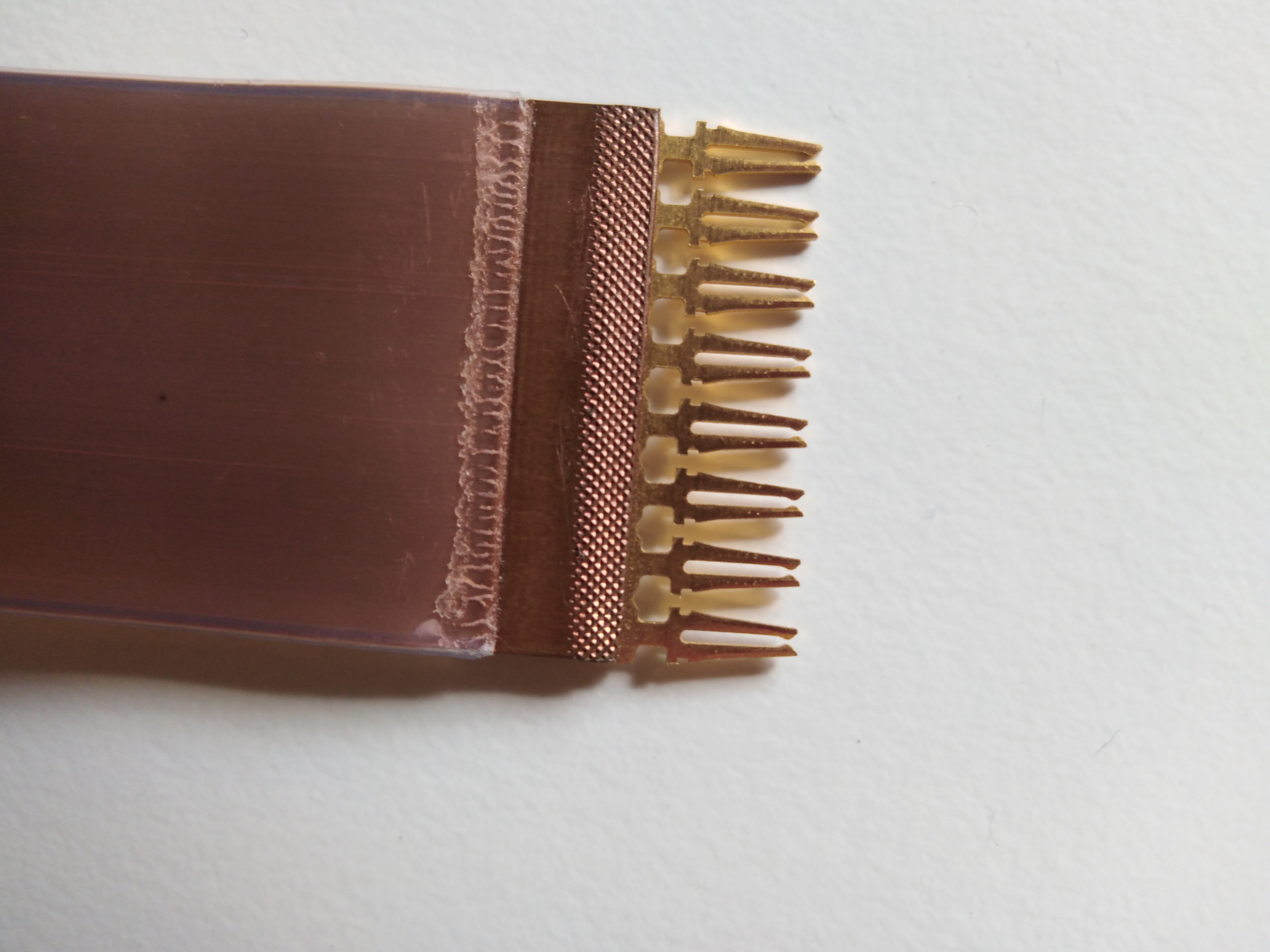
Figure 2: Soudure par ultrasons de cuivre – cuivre revêtu d’argent (Source: Alpha bvba) |


|
Figure 3: Combinaisons de matériaux soudables par ultrasons |
Figure 4: Soudage par ultrasons des applications electroniques |
Components d'un appareil de soudage par ultrasons
Un appareil de soudage par ultrasons est composé de:
- Une presse, qui maintient les deux éléments ensemble pendant le soudage avec une certaine force.
- Une enclume, sur laquelle les éléments sont placés. Sa forme est telle que les vibrations sont amenées vers la zone de soudage.
- Une source de vibrations, constituée d’un convertisseur piézoélectrique, d’un amplificateur et d’une sonotrode. La sonotrode transfère les vibrations vers la pièce.
- Une source de courant alternatif à haute fréquence. La fréquence correspond à la fréquence de soudage; 20, 30, 35 ou 40 kHz.
- Un système pour le positionnement ou l’amenée des pièces.
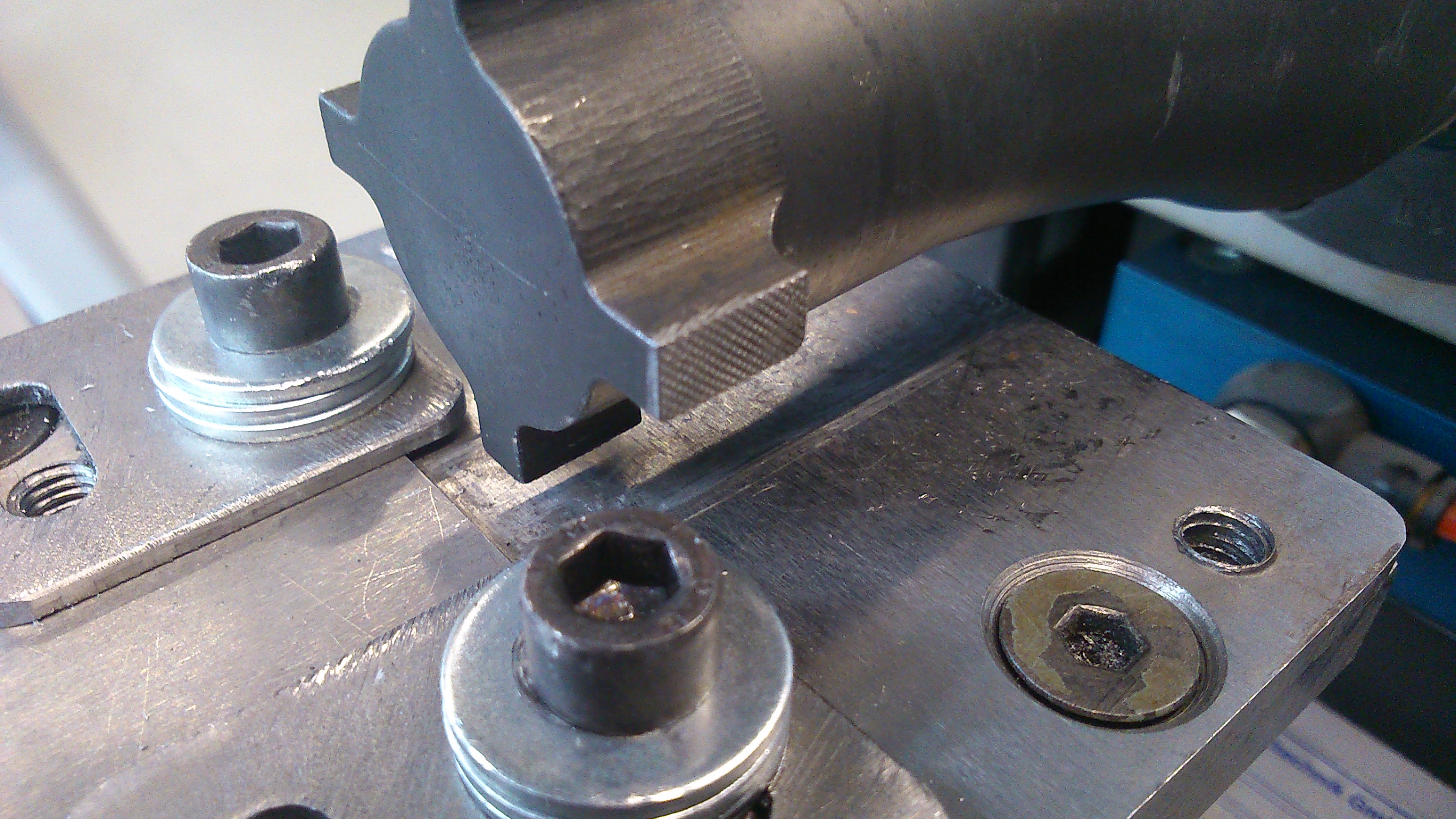
Figure 5: Sonotrode pour le soudage par points par ultrasons
(source: Institut Belge de la Soudure)
Le procédé standard est longitudinal. Ici, le frottement est linéaire. Il existe d’autres variantes du procédé, avec un frottement axial ou radial. Il est ici possible de souder avec moins de vibrations
ou avec une puissance très élevée dans la pointe de centrage.
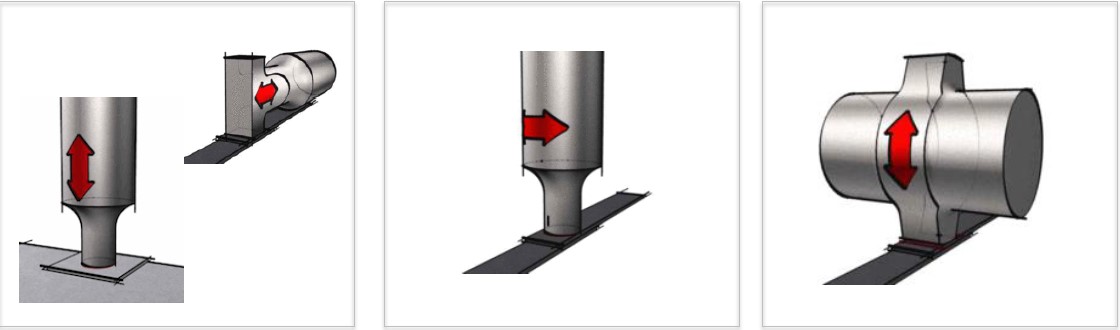
Figure 6: Soudage par ultrasons longitudinal et torsionnel
(source: Alpha bvba)
Avantages
- procédé économiquement intéressant;
- convient pour les métaux difficiles à souder ou les assemblages dissemblables;
- procédé rapide, pas besoin de pression ultérieure;
- la température de fusion du matériau n’est pas atteinte, on peut donc souder avec un apport de chaleur limité;
- les matériaux à côté de la soudure ne sont pas détériorés, vu le faible apport de chaleur;
- les paramètres de soudage pour le contrôle de qualité sont disponibles grâce aux logiciels;
- les pièces petites ou fines peuvent aussi être soudées;
- convient pour l’automatisation;
- procédé écologique: pas de vapeurs, de fumée de soudage, ni de matériaux d’apport;
- grande résistance de la soudure.
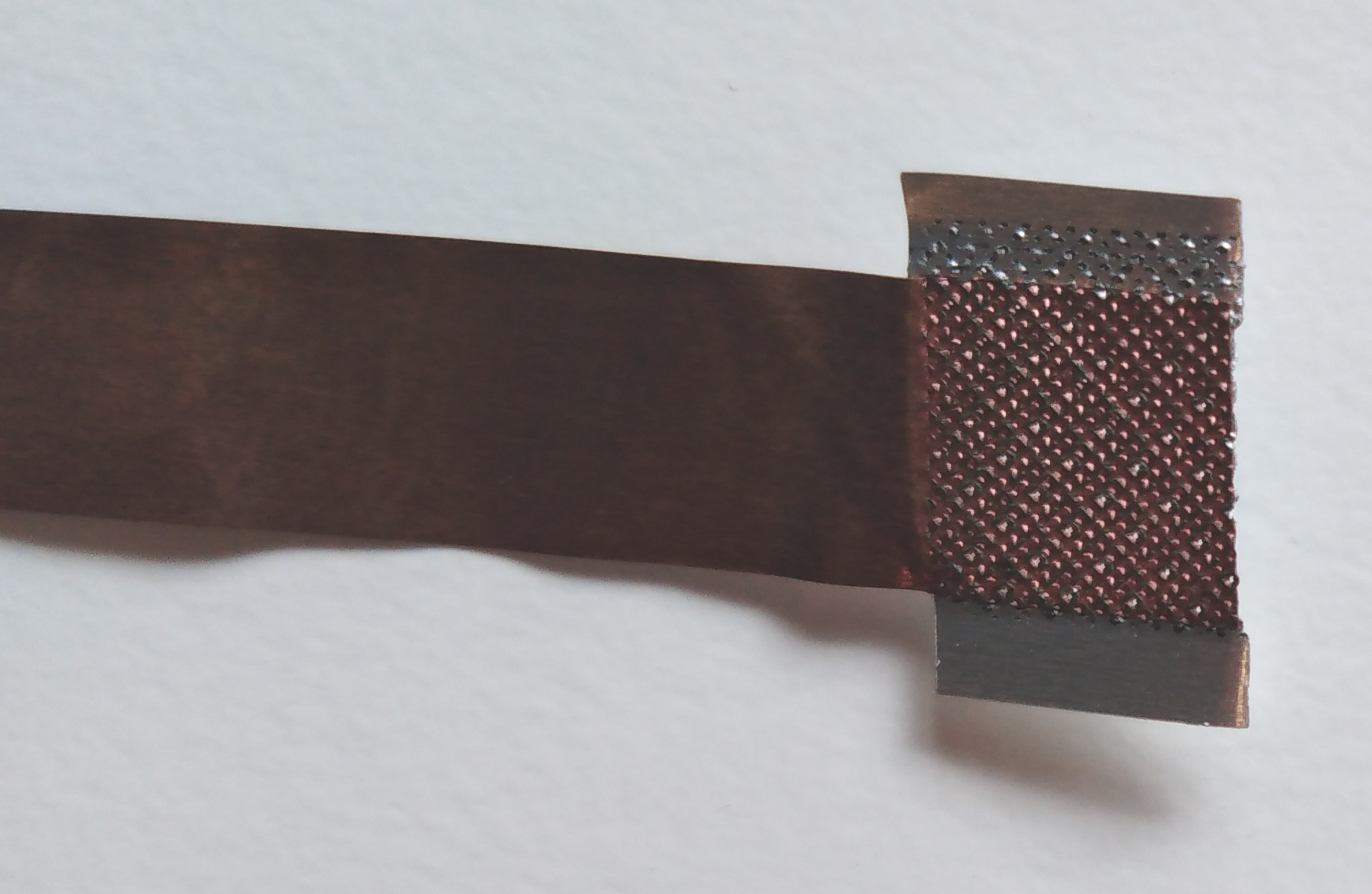
Figure 7: Soudage par ultrasons de cuivre sur aluminium (Source: Alpha bvba)
Limites
- Uniquement pour les métaux tendres.
- Protection auditive obligatoire dans l’atelier. Les fréquences utilisées se situent au-delà des fréquences perceptibles par l’homme. Des vibrations sous-harmoniques peuvent toutefois survenir accidentellement, produisant un bruit dérangeant. En cas de soudage dans la plage de 15 à 20 kHz (encore audible), cela peut provoquer des traumatismes sonores.
- En raison du frottement et de la pression, la soudure a un aspect typique avec des nervures.
- Uniquement pour les assemblages à chevauchement.
- L’épaisseur à souder dépend du matériau. Il est toutefois possible de souder des matériaux fins sur des matériaux épais (Figure 8)..
Applications
On retrouve déjà le soudage par ultrasons dans de nombreuses applications; dans l’industrie de l’emballage, l’électronique, l’automobile, les applications médicales ou la navigation
spatiale. Des exemples d’applications sont des assemblages de cuivre-nickel pour les batteries, les câbles, les barres de distribution ou les assemblages de connecteurs. Une application
intéressante est le soudage d’emballages de substances explosives ou inflammables, alors que le produit se trouve déjà dans l’emballage. Le soudage par ultrasons peut être utilisé pour
assembler des câbles électriques. Des combinaisons de matériaux possibles sont ici le cuivre au cuivre, mais aussi l’aluminium à l’aluminium ou le cuivre à l’aluminium. Une variante est le
compactage des câbles pour rendre l’utilisation de culots superflue.
|
Figure 8: Soudage par ultrasons de 50 mm2 entre aluminium et cuivre (source: Alpha bvba) |
Figure 9: Soudage par ultrasons d'aluminium à cuivre (batteries) (Source: Telsonic) |


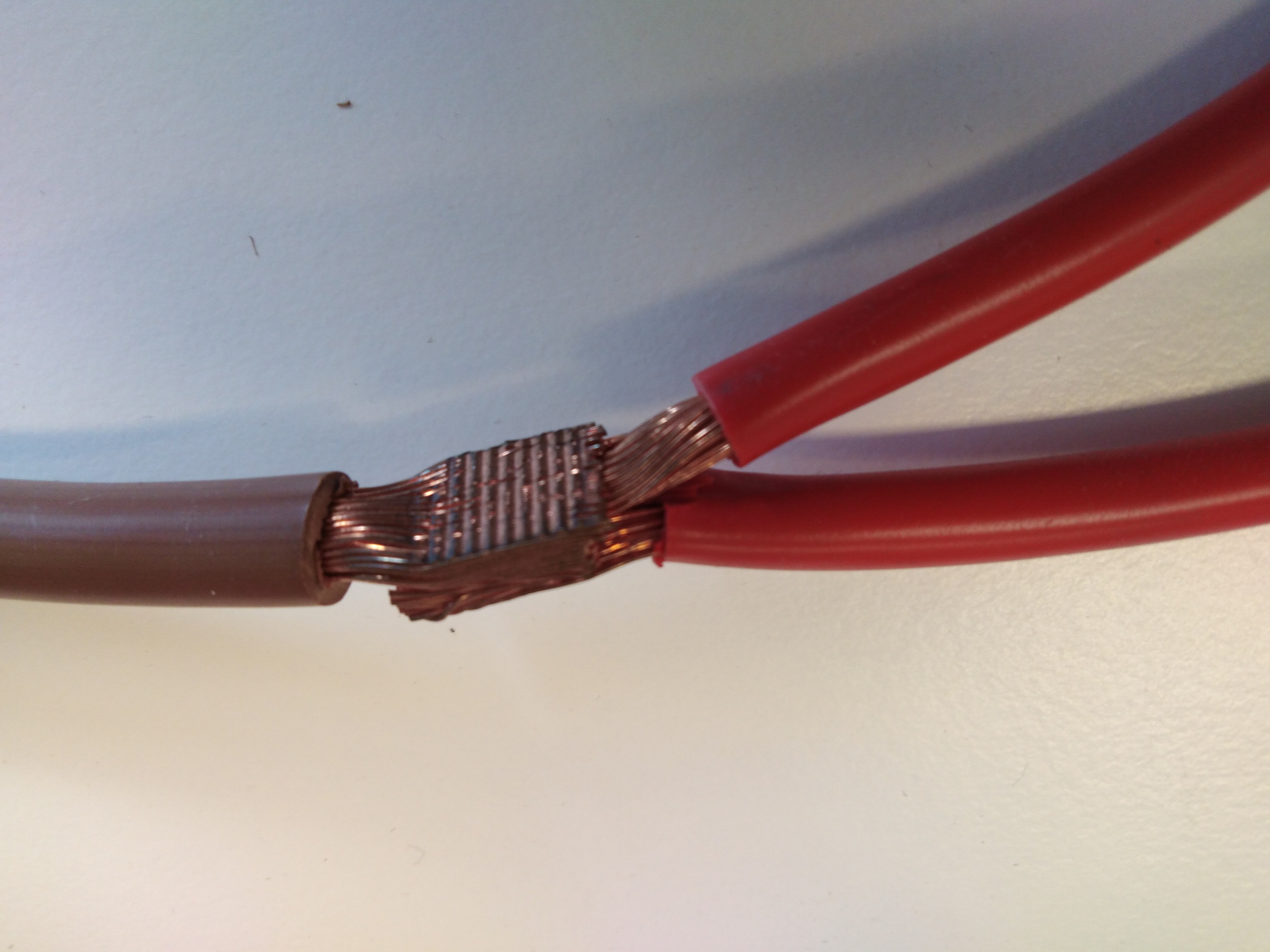

Figure 10: Soudage par ultrasons de câbles en cuivre (source: Alpha bvba)
Matériaux dissemblables
Le procédé convient aussi pour assembler des matériaux dissemblables; p.ex. le soudage d’aluminium à du cuivre, d’aluminium à de l’acier, ou de plastique à du métal. Le soudage par ultrasons est également utilisé pour le soudage de plastiques, ou pour le nettoyage, la découpe/le poinçonnage ou le tamisage.

Figure 11: Soudage d’une feuille de cuivre (30 µm) à une barre omnibus en cuivre nickelée pour une cellule de batterie (Source: Alpha bvba)
dr. ir. Koen Faes
