Electromagnetic pulse crimping
Working principle
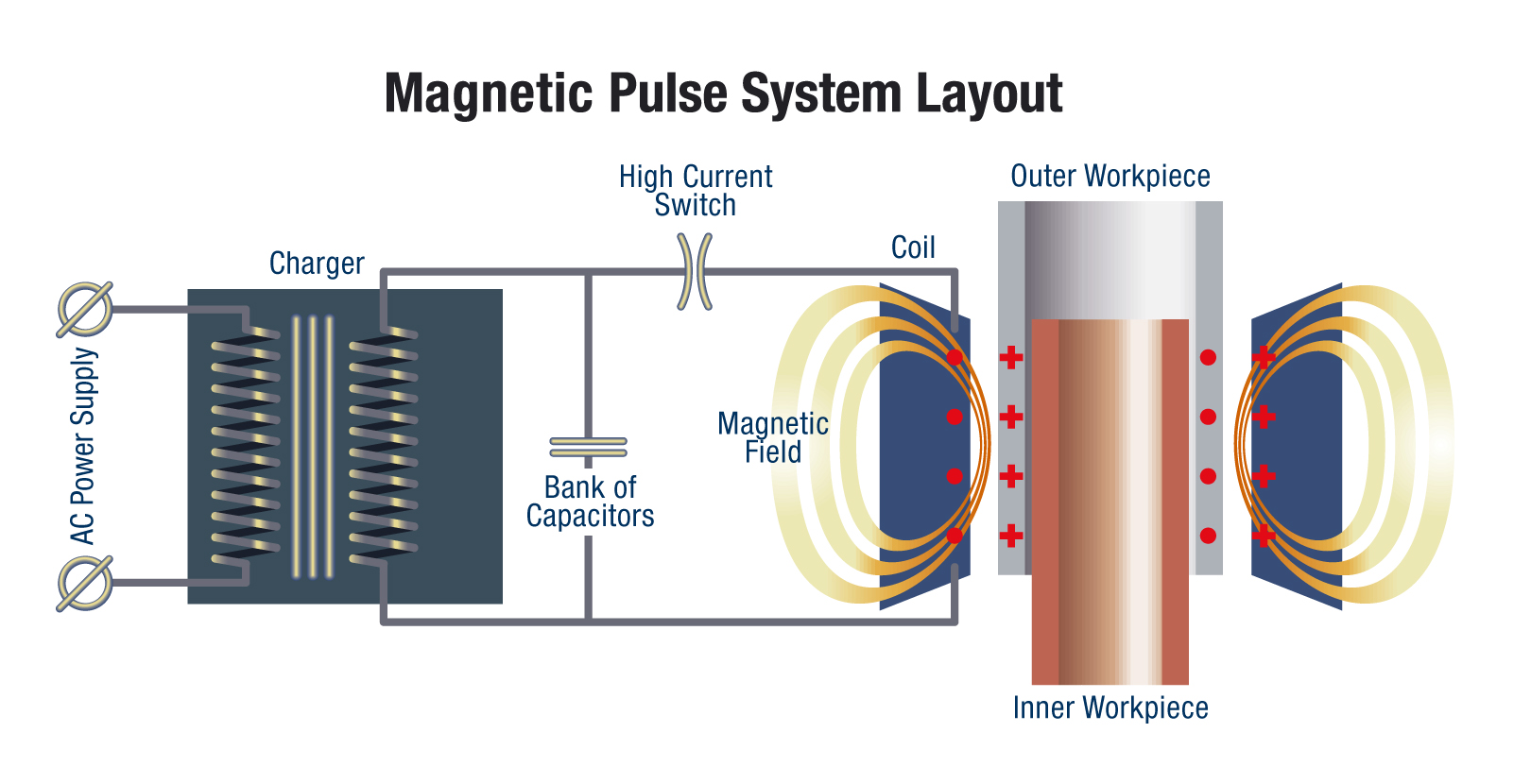
Magnetic pulse crimping and welding is particularly suitable for joining tubular workpieces. The workpieces to be connected need to be positioned in the overlap configuration (one tube shifted over the other). A coil is placed around the overlapping workpieces. A high current is discharged in the coil in a very short period of time (10 up to 30 µs). Due to the magnetic field induced in the coil, eddy currents are generated in the outer tubular workpiece. The magnetic field created by the eddy currents is opposing the magnetic field in the coil. The repelling forces between the two magnetic fields cause the acceleration of the outer workpiece in the direction of the inner workpiece. Depending on the parameter settings and the geometrical configuration and dimensions, either a real weld or a crimp joint is obtained.
Advantages
The technology offer attractive possibilities for:
- shielding gases or filler materials are not required,
- no special preparation of the workpiece before joining,
- fast and cost-effective joining of non-weldable materials, like heterogeneous joints; since the electromagnetic pulse processes do not use heat to join materials,
- obtaining a larger deformation of some materials, in comparison with conventional forming, while the disadvantages of the conventional processes are avoided,
- creating of complex or new workpieces and products, inaccessible by conventional joining or forming technologies,
- coping with the requirements of environmental compatibility.
Applications
 Part of a gear box (c) TWI |
 Drive axis - (c) PSTproducts |
 Crimp joints of connectors onto rubber hoses (c) PSTproducts |
 Automotive parts manufactured by electromagnetic pulse crimping (c) PSTproducts |
|
Crimp joints of connectors onto electric cables |
|

dr. ir. Koen Faes
